+7929688-88-14
+7929688-88-14

 Russian
Russian
 Persian
Persian
 English
English
 Chinese
Chinese


 +7929688-88-14
+7929688-88-14

 химические товары
химические товары


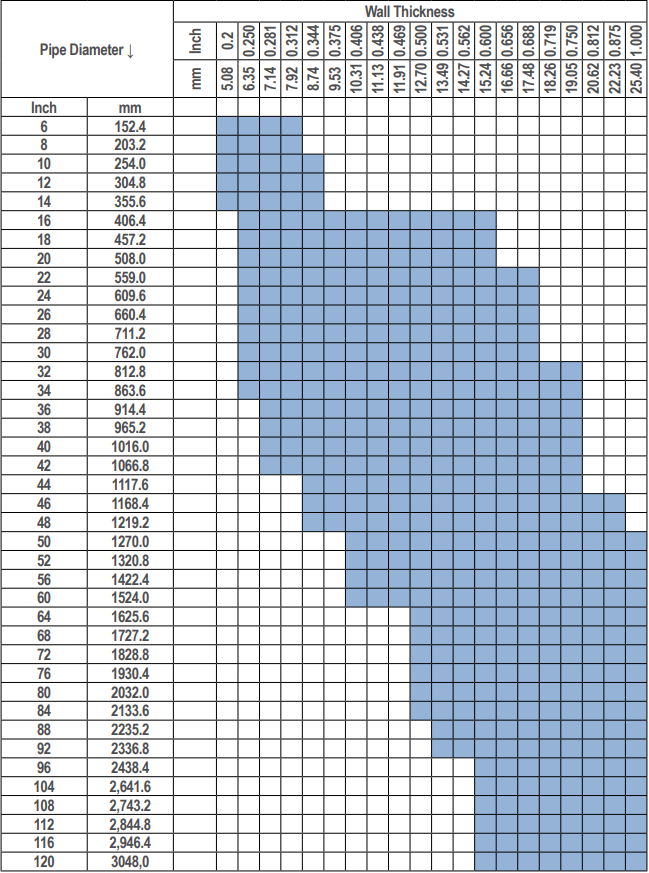
Производство спиральных труб, используемых в водопроводных трубопроводах на Салвечаганском трубно-покрасочном предприятии, от 6 до 120 дюймов, осуществляется в одностадийный или онлайн-процесс. Этот метод является одним из наиболее распространенных методов производства труб в мире и первой формой производства спиральных труб. Этапы производства в этом методе следующие:
а) подготовка листов
б) формование листов
в) внутренняя и наружная подпорошковая сварка
На этапе подготовки листов их торцы свариваются друг с другом, а кромка снимается с фаски и заглаживается. Если операция формовки произведена полностью, край листа следует предварительно подогнуть, чтобы предотвратить образование непродавливаемых выступов. Чтобы сварить спиральный шов, сначала с помощью порошковой сварочной машины сваривается внутренний шов в положении «6 часов». Внешний проход также будет приварен в положении «12 часов». Регулировка сварочного сопла производится автоматически. После сварки шва труба будет разрезана и передана на следующие этапы. Скорость производства в этом методе определяется исходя из скорости подпорошковой сварки.
Продукция этой компании производится в соответствии с API, IPS и другими национальными и международными стандартами согласно таблице ниже с различной толщиной: